
















| 规格 | 2XZ-0.5(220V)2XZ-1(220V)2XZ-2(220V) |
|---|---|
| 叶轮数目 | 1 |
| 原理 | 真空泵 |
| 功率 | 1~90(kw) |
| 外形尺寸 | 1~900 |
| 材质 | 铸铁 |
| 极限压力 | -100000(pa)MPa |
| 类型 | 真空泵 |
| 驱动方式 | 电动 |
| 输送介质 | 气体 |
| 性能 | 自动 |
| 用途 | 管道泵 |
| 真空度 | 中真空度 |
| 泵轴位置 | 卧式 |
| 叶轮吸入方式 | 单吸式 |
| 品牌 | galileo/伽利略 |
| 型号 | 2XZ型 |
| 加工定制 | 否 |
海门真空泵 曝光机真空泵 旋片式真空泵安装 鄂















1、质量可靠,使用寿命长 2、运行稳定,少去操心 3、服务周到,维护 【2XZ型直联旋片式真空泵】产品简介:
2XZ标准型
2XZ型直联旋片式真空泵是用来对密封容器抽除气体的基本设备之一。它可单独作用,也可作为增压泵、扩散泵、分子泵等的前级泵,维持泵,钛泵的预抽泵用。可用于电真空器件制造、保温瓶制造、真空焊接、印刷、吸塑、制冷设备修理以及仪器仪表配套等。因为它具有体积小、质量轻、操声低等优点,所以更适宜于实验室里使用。
在环境温度540范围内,进气口压强小于1.3×103帕的条件下允许长期连续运转,被抽气体相对湿度大于90%时,应开气镇阀。
??直联旋片真空泵抽气时进气口连续畅通大气运转不得超过一分种。
??直联旋片真空泵不适用于抽除对金属有腐蚀的,对泵油起化学反应的,含有颗粒尘埃的气体,以及含氧过高的,易爆性的,有毒的气体。
特点
1、由于彻底的低噪音设计和精密的加工,从而达到了低噪音化;
2、配制特殊设计气镇阀,防止泵油混水,延长泵油的使用时间;
3、采用国际同类产品设计、体积小,重量轻、噪音低、启动方便;
4、设有自动双重的防返油保险装置,永不返油;
5、小口径真空泵专配真空干燥箱、冻干机、印刷机械;
6、可配小口径转换接头、KF接口、法兰接口。
2XZ-B改进型(推荐使用)
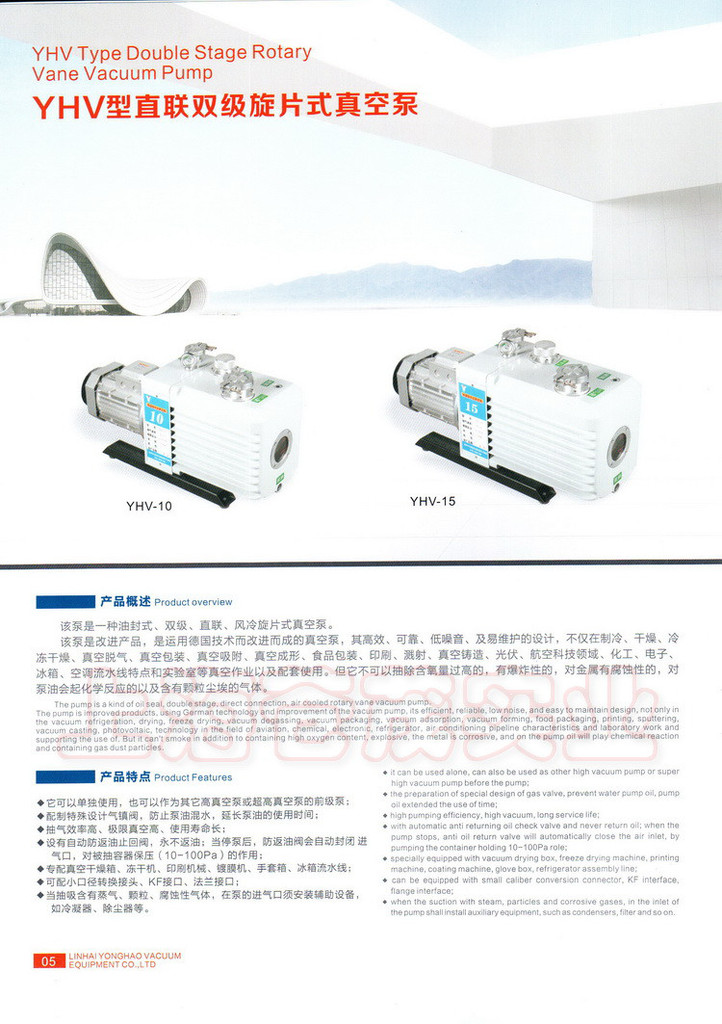
2XZ-B型改进型直联旋片式真空泵是适用于抽吸空气及其它一般性气体。采用油泵强制进油装置,在进气口压强≤1.33×103时,仍可连续运转的优点。它可单独使用,也可用于增压泵、扩散泵、分子泵的前级泵、维持泵、钛泵的预抽泵用,广泛适用于真空冶金、真空镀膜、真空干燥、冷冻干燥、真空脱气、真空包装、真空吸附、真空成形、食品包装、印刷、溅射、真空铸造、光伏、航空科技领域、化工、电子、冰箱、空调流水线特点和实验室等真空作业以及配套使用。
特点:
1、配制特殊设计气镇阀,防止泵油混水,延长泵油的使用时间;
2、抽气效率高、限真空高、使用寿命长;
3、设有自动防返油止回阀,永不返油;
3、小口径真空泵专配真空干燥箱、冻干机、印刷机械、镀膜机、手套箱、冰箱流水线、照明等;
4、可配小口径转换接头、KF接口、法兰接口;
5、当抽吸含有蒸气、颗粒、腐蚀性气体,在泵的进气口须安装辅助设备,如冷凝器、除尘器等。
2XZF防爆型
2XZF型防爆直联旋片式真空泵是抽除防爆等级为IIA、IIB、温度组别为TI-T4组的易燃易爆危险场所抽除气体的设备,适用于甲烷或尘存在的矿井下环境中,广泛应用在石油、化工、军事、医疗、制药、科研、矿井、油库、液化气站、气管道、航空航天、实验室等相关领域。
特点
1、体积小、重量轻、噪音低;
2、设有气镇阀、可抽除少量水蒸汽;
3、专配防爆恒温干燥箱;
4、防爆标志:ExdIIT4;
5、使用环境条件:海拔不超过1000m,坏境空气温随季节而变化,为-15-40℃
5、本泵采用隔爆、烧封、本安复合防爆技术处理,安全可靠。
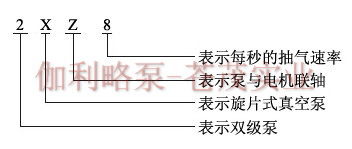
【2XZ型直联旋片式真空泵】型号意义:
【2XZ型直联旋片式真空泵】使用范围:
1、泵是获得真空的基本设备,它可单独使用,亦可作为各类高真空的系统的前级泵和预抽泵。
2、泵进气口连续敞通大气运转,不得超过三分钟。
3、泵不适用于抽除对金属月腐蚀性的,对泵油起化学反应的、含有颗粒尘埃的气体,以体含氧过高的,有性的气体。
4、泵不得作压缩泵或输送泵用。
5、泵的工作环境:温度5℃-40℃范围内,相对温度不大于90%,进气口压强小于1333Pa的条件下允许长期连续运转。
6、装接电源时,按电机标牌的规定接线,应注意电机旋转方向与支座上的箭头方向一致。
7、连续被抽容器的管道,其直径应不小于泵的进气口直径,且管道应短和弯头少,同时注意管道的泄漏。
8、每次起动前着重查看油位,以停泵时注油至油标玻璃直径的4/5高度为宜。
9、泵油采用清洁的SY1634-701号真空泵油。
10、泵可在通大气或任何真空度下一次起动。XZ-1单级型泵如果起动困难,可拨掉进气管塞帽起动,随后投入运转。
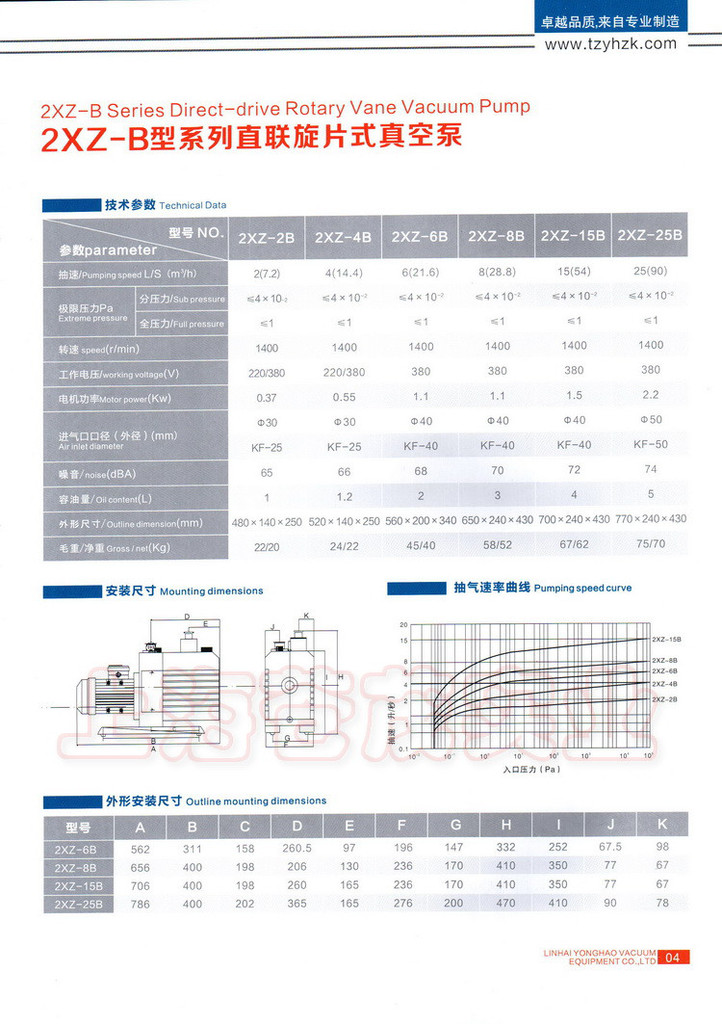
【2XZ型直联旋片式真空泵】性能参数:
标准型参数

改进型参数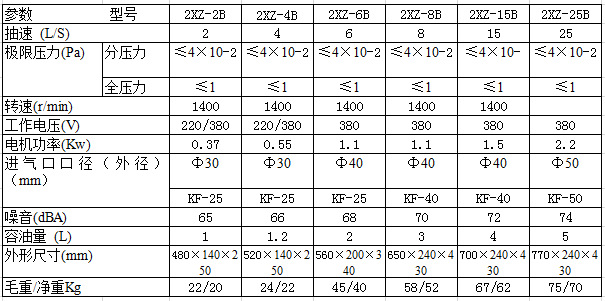
防爆型参数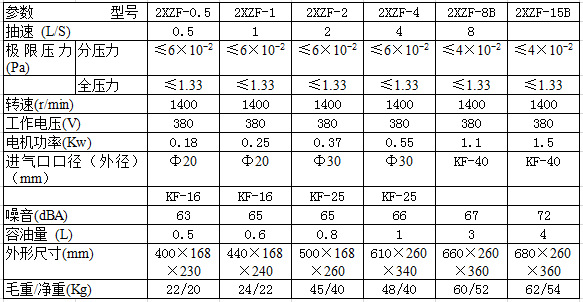
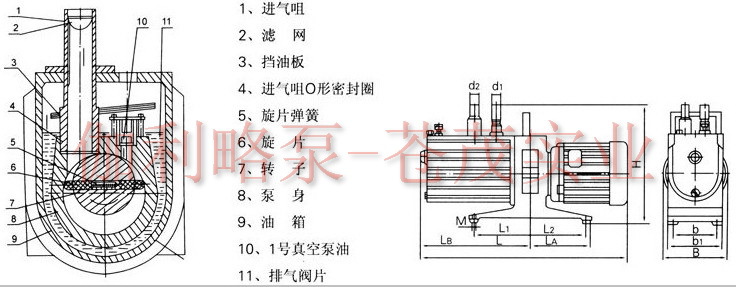
【2XZ型直联旋片式真空泵】结构图及安装尺寸:
| | ||||||||||||
| 外型 | L | L1 | L2 | L3 | L4 | B | b | b1 | d1 | d2 | M | H |
| XZ-0.1 | 220 | 40 | 45 | 96 | 55 | 85 | 65 | 85 | 8 | 7 |
| 138 |
| 2XZ-0.25 | 400 | 80 | 110 | 175 | 125 | 125 | 74 | 104 | 10 | 23 | M6 | 224 |
| 2XZ-0.5 | 445 | 95 | 125 | 215 | 140 | 125 | 86 | 116 | 13 | 23 | M6 | 256 |
| 2XZ-1 | 445 | 95 | 125 | 215 | 140 | 125 | 86 | 116 | 13 | 23 | M6 | 256 |
| 2XZ-2 | 478 | 135 | 135 | 223 | 150 | 148 | 96 | 126 | 19 | 23 | M6 | 277 |
| 2XZ-4 | 518 | 135 | 135 | 263 | 150 | 148 | 96 | 126 | 19 | 23 | M6 | 277 |
| 2XZ-8 | 575 | 110 | 110 | 450 | 125 | 185 | 150 | 185 | 32 | 23 | φ9 | 315 |
| 2XZ-15 | 575 | 110 | 110 | 450 | 125 | 185 | 150 | 185 | 32 | 23 | φ9 | 315 |
【2XZ型直联旋片式真空泵】安装:
??1、直联旋片式真空泵使用时,应水平放置于干燥、通风和清洁的场所,与周边距离大于2cm,前后端不少于5cm的空间距离,配套安装于设备上时,应保证风叶罩壳端的正常进风;
??2、直联旋片式真空泵在配套机器上的安装;拆除底板下的橡胶机脚,用ST4.2自攻螺钉连接,如有特殊的安装要求,请与本厂联系;
??3、直联旋片式真空泵进气口可根据进气口的螺纹要求连接,也可用皮管插入;
??4、若直联旋片式真空泵所排出的气体对人体健康或工作环境有影响,可在排气口上接上管道引出工作场所或作环保处理;
??5、如有特殊需要,可在直联旋片式真空泵的进气嘴安装电磁阀;
??6、若抽除的气体含有大量水蒸气、温度过高及含有尘埃等,应在直联旋片式真空泵进气口管道上加冷却器、过滤器等相应的装置,以免影响泵的正常使用。
【2XZ型直联旋片式真空泵】使用说明:
??1.直联旋片真空泵查看油位,以停泵时注油至油标中心为宜。过低对排气阀不能起油封作用,影响真空度。过高,可能会引起通大气起动时喷油。运转时,油位有所升高,属正常现象。直联真空泵油采用规定牌号的清洁真空泵油,从加油孔加入。加油毕后,应旋一上螺塞。油宜经过滤,以免杂物进入,堵塞油孔。
??2.直联旋片真空泵可在通大气或任何真空度下一次起动。泵口如装接电磁阀,应与泵同时动作。
??3.环境温度过高时,油的温度升高,粘度下降,饱和蒸汽压会增大,会引起限真空有所下降,特别是用热偶计测得的全压强。如加强通风散热,或改善直联旋片真空泵油性能,限真空可得到改善。
??4.检查直联旋片真空泵的限真空以压缩式真空计为准,如计经充分预抽校验,泵温达到稳定,直联旋片真空泵口与计直接接通,运转30分钟内,将达到限真空。总压强计测得之值与泵油和真空计、规管误差有关,有时误差甚至可很大,只能作参考。
??5.直联旋片真空泵如相对湿度较高,或被抽气体含较多可凝性蒸汽,接通被抽容器后,宜打开气镇阀,运转20~40分钟后关闭气镇阀。停直联旋片真空泵前,可开气镇阀空载运动30分钟,以延长泵油寿命。
??6.直联真空泵用油选择:泵油的粘度影响起动功率和泵的限真空,粘度高时对真空度有利,起动功率则大一些。油在直联真空泵温下的饱和蒸汽压则会影响泵的限总压强,越低越好。高速真空泵油和3#扩散泵油的粘度较1号真空泵油大,饱和蒸汽压较1号真空泵油低,但3#扩散泵油价格较高。具体选什么油,可根据上述介绍结合具体使用要求来选择。
??(1)一般情况下,凡希望总压强在6X10-2帕以上的应用上海产的高速真空泵油。4升/秒以下小泵也可用1号真空油泵代,8升/秒以上直联泵可用3#扩散泵油代。
??(2)如果直联旋片真空泵对真空度要求不高,且油的污染更换频繁,直联真空泵油供应困难,可采用50号机械油代替。
??(3)如果直联旋片真空泵环境温度低,起动困难,限真空要求不高,可采用粘度较上略低的真空泵油或机械油。
【2XZ型直联旋片式真空泵】故障原因及排除方法:
1、直联旋片真空泵的限真空不高及其消除
(1)直联真空泵的油位太低,有较大排气声,可加入清洁的直联真空泵油。
(2)直联真空泵的油为可凝性蒸汽所污染,可开气镇净化或更换新油。
(3)直联真空泵的口外接管道、容器、测试仪表管道、接头等漏气。大漏时,有大排气声,排气口有气排出,应找出漏气部位,进行消除。
(4)直联真空泵的进气咀或气镇阀橡胶密封图装配不当,损坏或老化,应调整或更换。
(5)直联真空泵的进油咀油孔堵塞,可拨出进油咀,疏通油孔。
(6)直联真空泵的真空系统严重污染,包括容器、管道等,应予清洗。
(7)直联真空泵的旋片弹簧折断,应予调换。
(8)直联真空泵的旋片、泵身或泵盖磨损,间隙过大,应进行检查,修整或调换。
(9)直联真空泵的温过高,应改善通风和冷却。如所抽气体温度太高,应予先冷却后再进入泵内。
2、直联旋片真空泵的喷油
(1)直联真空泵的油位过高,可入出多余油量。
(2)直联真空泵的减雾器中有泵油或杂物,应清除。
3、直联旋片真空泵的漏油
(1)直联真空泵的放油螺塞,油箱垫片或装配不当,螺钉拧紧;
(2)直联真空泵的油标未拧紧,有机玻璃过热变形;
(3)直联真空泵的泵身部件与支座的连接挚垫片未垫好;油封装配不当或磨损;应予调整或更换。
4、直联旋片真空泵的噪 音
(1)直联真空泵旋片弹簧折断,可调换弹簧。
(2)直联真空泵的有毛刺、脏物或变形,运转发生障碍,应检查修磨清洗。
(3)直联真空泵的轴承磨损,零件磨损。应修整或更换。
(4)直联真空泵的电机出毛病,应进行检查。
5、直联旋片真空泵的返油
(1)直联真空泵的止回阀未关好,停泵后,油位很快下降,可再开再停,观察变化或拆开检查。
(2)直联真空泵的两泵盖内油封装配不当或磨损,可进行调换。
(3)直联真空泵的泵盖或泵身平面不平整,可进行修整。
(4)直联真空泵的排气阀片损坏 ,应进行调换。
注:检查直联旋片真空泵的的限真空,以压缩式真空计为准。
【2XZ型直联旋片式真空泵】维修与保养:
??1、保持2XZ真空泵的清洁,防止杂物进入泵内;
??2、保持油位、严禁无油运行;
??3、注意观察油的清洁,若泵油变脏、混浊、进入水份或其它挥发性物质而影响限真空时,应及时更换泵油。更换新油时,先开2XZ真空泵运转30分钟,使油变稀,停泵,从放油孔放油,然后敞开进气口运转1-2分钟,此间可从进气口加入少量清洁的2XZ真空泵油,以便更换泵腔内的存油。反复几次,确认泵已清洁后,装上放油螺塞,再从加油孔注入清洁的泵油至油位线;
??4、2XZ真空泵长时间不使用时,应加盖好进、排气帽,放置于干燥的场所,注意防潮、防锈;
??5、若需要折装检修,一定要由对修泵有一定经验的专业人员进行,亦可与本公司取得联系。
??注:直联旋片真空泵使用说明书对泵油的有关条款不适用于无油真空泵系列。
声明:由于产品一直在更新,本文中所有文字、数据、图片均只适用于参考,2XZ型直联旋片式真空泵性能参数、2XZ型直联旋片式真空泵使用场合、2XZ型直联旋片式真空泵材质要求、2XZ型直联旋片式真空泵结构、2XZ型直联旋片式真空泵安装尺寸以及2XZ型直联旋片式真空泵的价格等详情,我们一定会尽心尽力为您提供优质的服务。









木箱、泡沫或纸箱包装,因本泵属于重物只能发物流(需到物流站自提),其它疑问请联系我们。
售后服务承诺
1.产品提供免费维修一年,免费维保期间内如发生非人为原因引起的损坏(不可抗力原因除外),上海苍茂实业将及时免费更换和修理。
2.产品实行终身包修,免费保修期满后买方如委托上海苍茂实业进行维护保养,上海苍茂实业将对设备进行维护更换件(),并详细列出维保内容。
3.上海苍茂实业本着以客户利益为,想客户所想、急客户所急,尽己所能满足客户的要求,做好售后服务。
产品品质承诺
1.上海苍茂实业对产品的质量及交货期负责,产品交货之日起质保期为一年(易损件三个月),终身维护。对于产品质量引起的后果,上海苍茂实业承担相应的责任。如因操作不当引起的后果,上海苍茂实业将以成本价对设备进行维护。
2.对所有分供方都进行考察、评审,所有产品的采购都只在合格分供方进行。对分供方所提供的原材料、外购件、外协件都需经过严格复查,检验合格后方准入库;
3.产品制造严格执行“双三检”制度,不合格零件不转序、不装配、不出厂;




















