




| 材质 | 工程塑料 |
|---|---|
| 产地 | 上海 |
| 流量 | FSB |
| 驱动方式 | 电动 |
| 性能 | 耐腐蚀 |
| 用途 | 管道泵 |
| 原理 | 离心泵 |
| 泵轴位置 | 卧式 |
| 叶轮数目 | 单级 |
| 叶轮结构 | 封闭式叶轮 |
| 叶轮吸入方式 | 单吸式 |
| 品牌 | galileo/伽利略 |
| 型号 | FSB |
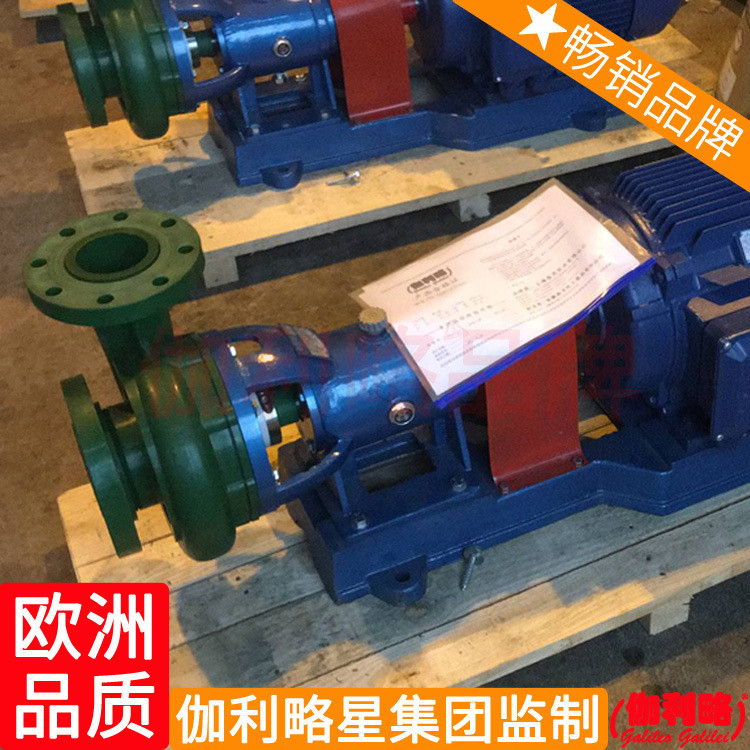
塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽



FSB系列氟塑料合金离心泵产品概述:
FSB型氟塑料合金离心泵按设计,泵体、泵盖、叶轮均用金属嵌件外包氟塑料整体高温模成型,密封采用可调式四氟波纹管机械密封。该系列分为长支架与短支架两种结构形式,设计合理,结构紧凑,操作简单,方便等优点。适用于输送浓度的硫酸、盐酸、醋酸、、硝酸、水、强碱、强氧化剂、有机溶剂、还原剂等苛刻条件的强腐蚀性介质,是目前强耐腐蚀装备。其具有结构紧凑合理、耐强腐蚀、密封性能严密可靠、工作稳定、噪声低、机械强度高、不老化、素分解、方便、流道光滑、效率高,节约能源等优点。跑、冒、滴、漏,应用于化工、制酸、制碱、冶炼、稀土、农药、染料、、造纸、电镀、电解、酸洗、无线电、化成箔、科研机构、国防工业等行业。
FSB系列氟塑料合金离心泵技术参数:
流量:3.6~100m3/h;
扬程:15~50m;
转速:2900r/m;
适用温度:-20℃~150℃。
FSB系列氟塑料合金离心泵型号意义:


而若想要影响海运市场价格,似乎比控制铁矿石供需本身更难。我国进口铁矿石的钢铁企塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽多达70家,贸易商也有48家。澳大利亚、巴西铁矿石出口则由三大矿业公司垄断,生产和销售易于调节;而各种灾害性天气、设备损坏、罢工等不可抗力,更容易成为矿业公司左右海运市场的理由。
“在卖方市场的大环境下,我国的进口无法中断,只得接受运费异常波动。”发展研究中心市场经济研究所刘卫民博士对记者说,“目前,我国进口铁矿石租船以现货形式为主,进口量增加导致现货租船盘面越来越大。人为操作使海运费升高,不利于我国企业。”
内外兼修应对挑战
罗冰生告诉记者,2007至2008财年铁矿石供需关系基本平衡,甚至会向供大于求的方向发展。但在目前,产量控制权仍然掌握在外方手中。他强调说,我国企业坚持以离岸价格为基准签订长期合同,防止对方以到岸价格签约,搞现货分销中心。同时,要加快整合我国钢铁企业,加强行业集中度,增强钢铁业在谈判中的话语权。
“目前,铁矿石进口占原料使用的一半以上。加快我国矿山资源合理开发和利用,程度上可以抑制铁矿石涨价。”邹建说。
国产化率低电主轴成为数控机床发展之痛
中 国数控机床行业的发展令人瞩目,据机床工具工业协会提供的数据,2006年数控机床的产量达85756台,同比增长32.7%。但令人遗憾的是,作为数控机床关键功能部件的电主轴,无论是从产品品种、技术水平、可靠性和产业化程度等方面均与国外有差距,电主轴国产化率低,中产品主要依靠进口。对此,有关指出,如果不提高电主轴国产化率,一味依靠进口,不仅会浪费大量外汇,而且会制约国产数控机床的发展。
数控机床的“芯片”
传统机床主轴是通过传动装置带动主轴旋转而工作的,电主轴的主要特点是将电机置于主轴内部,通过驱动电源直接驱动主轴进行工作,实现了电机、主轴的一体化功能。
与传统机床主轴相比,电主轴具有明显的优势。由于主轴由内装式电机直接驱动,省去了皮带、齿轮、联轴节等中间变速和传动装置,具有结构简单紧凑、效率高、噪声低、振动小和精度高等特点。而且利用交流变频技术,电主轴可以在额定转速范围内实现无级变速,以适应机床工作时各种工况和负载变化的需要。
电主轴是将机床主轴与主轴电机融为一体的高新技术产品。电主轴实际是指电主轴系统,由电主轴、驱动控制器、编码器、润滑装置、冷却装置等组成。国产电主轴的价位从几万元到十几万元不等,电主轴技术水平的高低、性能的都直接决定和影响着数控机床整机的技术水平和性能,也制约着主机的发展。
因此,有认为,电主轴在数控机床中的作用类似电脑中的芯片,将电主轴称为数控机床的“芯片”。也有日本学者将包括电主轴在内的关键功能部件产业统称为“中场”产业,取足球“中场”寓意,表明其重要位置。
电主轴系统是数控机床三大高新技术之一(电主轴、数控系统、送给驱动)。
随着数控技术及切削刀具的飞跃发展,越来越多的机械制造装备都在不断向、高精、、高智能化发展,电主轴已成为能适宜上述高性能工况的数控机床功能部件之一,尤其是在多轴联动、多面体加工、并联机床、复合加工机床等诸多产品中,电主轴的优异特点是机械主轴单元不能的。
电主轴国产化任重而道远
与数控机床的长足发展相比,国产电主轴的发展明显滞后,已引起了业内以及相关部委的关注。
此前,记者曾参加了机床工具工业协会召开的“数控机床关键功能部件产品创新发展座谈会”。会上机床工具工业协会根据国内数控机床的塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽求,对到会各生产主导单位提出强化发展要求:到2010年用于数控机床的电主轴单元总产量达到1万台套。据到会各主轴生产主导单位估计,如发改委动用国债资金强化支持,到2010年可能扩产到6000台套,其余缺口尚需通过进口来解决。随着数控机床使用电主轴的比例的增加,数控机床用电主轴将成为电主轴总需求量的主体,从而磨用电主轴成为电主轴市场的主力军。
面对如此之大的电主轴需求市场,国产的电主轴生产却跟上去。原因何在?其实早在20世纪60年代,我国的轴承行业已经开始研究生产电主轴。目前国内电主轴的生产以洛阳轴研科技公司为,它生产的内孔磨削用电主轴已有40多年的历史。
我国大型数控铣、加工中心和数控车床实用型电主轴的开发始于1998年。迄今为止,洛阳轴研科技公司已能开发生产8大类,20个系列,200多种电主轴产品,功率从0.2kW~100kW,加工中心用电主轴大型的可达外径318毫米,扭矩200Nm,小型号外径80毫米,5万r/m。它开发的加工中心、铣床和车床用电主轴,已与国产机床和国产并联机床配套投入使用。
与此同时,北京机床研究所也相继开发出用日本FUNAC电机组装的20000r/m、24000r/m电主轴。北京机电研究院、上海机床厂等单位,利用德国REXROTH的电机组装成转速高于10000r/m的电主轴。北京机床厂和日本大隈合作也开发出转速高于10000r/m的电主轴。近期又有汉川机床厂,济宁博特丝杠制造有限公司等数家企业相继投入开发电主轴单元的行列。
虽然近年来国产电主轴的开发取得了很大的进步,但与国外产品相比较,国产的电主轴无论是性能、品种和质量都有较大差距,所以目前国产的高转速、数控机床和加工中心所用的电主轴,仍然主要从国外进口。
电主轴国产化难点何在?
对于电主轴生产是否存在技术瓶颈,有不少业内发表了各自看法。有在分析了电主轴技术后认为,电主轴的技术难度并不大。电主轴的确需要的是综合技术,但只要一家企业拥有了其中一种技术,可以生产电主轴这种产品。因为与其他技术相对应的产品,塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽全可以外购。比如轴承厂可以外购电机,而电机厂也可以外购轴承,这是一些国外电主轴生产厂家通用的做法。是世界的电主轴生产商也不具备全套技术,他们也同样外购产品或是技术。
洛阳轴研科技公司研究员级工程师徐同申认为,电主轴国产化率低指的是加工中心、数控铣床等用电主轴国产化率低,在常规磨用电主轴方面,几乎是国内产品一统天下。对一般主轴,技术门槛相对较低,国内技术实力较,在电主轴性价比方面占有优势,除非要求,国外产品很少。
对中、数控机床电主轴,国内起步太晚,也未引起、企业的足够的重视。等我们看清发展趋势时,国外已,并给国产技术发展设置障碍、卡“脖子”。如,国产控制系统不过关,要买国外控制系统买国外电机,不买国外电机,不开放数字量接口,只能是模拟量。国外对国内电主轴发展进行封锁,我们只能用模拟量与国外编码器对接,高难度动作国内电主轴做不出来。
在编码器方面,电主轴不用国内掌握技术的光学编码器,需要用磁性编码器。据了解,国内企业至今未开发出可实用的磁性编码器。国内企业只好用进口的,但无法与国外数控系统接口,只能实现模拟量控制,如刚性攻丝无法进行。因此,国内电主轴在使用上受到限制,难以推广。目前,洛阳轴研科技公司电主轴实际产品量尚未突破两位数。
在轴承方面,国产轴承可靠性与国外有差距,由于材料质量问题,引起轴承质量不稳定。国内电机设计技术偏保守,同功率时,国产电主轴体积大。
电主轴国产化需要支持
徐同申建议,应重视电主轴发展,加强研发投入。由机床工具协会组织,机床厂、数控系统厂塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽、电主轴制造企业、大学等联手攻关,加强电主轴关键技术研究。如加强、高刚度轴承研究、轴承润滑冷却方式研究、新一代驱动技术的研究,此外还要加快电主轴标准化工作。过去电主轴统一的标准,各厂家自行确定电主轴外形尺寸,造成无法互换、用户难以选型,影响电主轴批量生产。
要鼓励支持以厂家生产的高质量的电主轴取代各机床厂家自己生产的传统主轴,电主轴将会像直线导轨一样成为机床标准部件,使主轴单元成为一个有自主,可供用户使用选择、批量生产、稳定供货的部件。
河南省制造重点实验室主任李济顺博士指出,在数控机床的几大关键件中,电主轴是工作装置,是关键件之一。电主轴实际上是诸多学科、众多高新技术应用的综合体,它涉及机械、电子、控制等领域。过去国内研究不够,在、、大功率方面无法满足要求,成为真正的瓶颈。而驱动精度相对容易提高,机械系统精度达不到,再好的驱动精度也不行。他建议,应加大投入,重视电主轴基础技术研究。
苏州汇申机电科技有限公司总经理张劲松认为,国内电主轴用户的观念需更新。现在主要用户不认同国产品牌,一些用户、主机厂由于对国产电主轴质量可靠性不信任,指名选配国外产品,国产电主轴难以批量生产,制约了电主轴产业化发展。当然电主轴生产企业也应加大宣传力度,重视与用户沟通。他认为,还需解决好理论与实际的结合问题。如用软件算出来的刚性曲线如何利用。一些经验丰富的人不会用软件分析,搞软件的不知如何用这些分析结果。凭经验、摸索,对中低端电主轴尚可,系数取大,影响不大。在电主轴方面,速度、功率、刚度指标有可能在值位置,基础理论研究,想凭经验不行了。
此前一位业内人士指出,电主轴看似简单,实则不易。入门容易,搞精不易。如果仅仅是加工、装配,其他依靠外购外协,依靠低廉劳动力来获取利润,初期可能实现。但在电主轴的竞争力方面,无塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽与国外公司抗衡,简单的拿来主义,不掌握、关键技术,会受制于人,电主轴产业只能永远跟在别人后面。正是由于在轴承技术、加工技术、电机技术、驱动控制技术上与国外水平有差距,才影响了国产电主轴的市场竞争力。
此外还有建议,要加大对电主轴等功能部件的扶持力度,加大科技投入支持、加大技改资金支持、加大鼓励电主轴国产化的政策支持,让电主轴也数控机床主机享有的税收优惠支持。记者了解到,在数控机床重大专项中,发改委已经开始考虑电主轴等关键功能部件的发展问题。
2010 年将成风电市场
资源综合利用协会可再生能源委员会表示,2010年后,将成为世界上的风电市场和风能设备制造中心。正逢发风电的大好时机。按""规划,到2010年,我国风电装机容量将达到500万千瓦,2015年达到1000万千瓦,2020年达到3000万千瓦。风电市场将越来越大,成为世界的风电市场指日可待。
环球能源网获悉,风能发展潜力巨大。2005年,风机新增装机容量50.3万千瓦,比2004年增长254%,使得全国现有总装机容量达到126.6万千瓦,其中新疆在内地各省市区中所占份额多;位于15个省的62个风电场发电为15.3亿千瓦小时。将来我国除了、云南、新疆等"三边"地区5个省外,剩下26个省的风能资源有32亿千瓦装机容量可供开发。而内蒙古一地可供开发的风能资源占到了这26个省的一半,达14.6亿千瓦。
我国目前已经能够批量生产兆瓦级以下的风机,经过"十五"期间的发展,将在""期间形成对兆瓦级发电风机的批量生产。我国风电资源的评估工作仍在继续进行。根据评估,我国存有100万千瓦的大型风能可开发利用区域有12个。
国产化率低电主轴成为数控机床发展之痛
中 国数控机床行业的发展令人瞩目,据机床工具工业协会提供的数据,2006年数控机床的产量达85756台,同比增长32.7%。但令人遗憾的是,作为数控机床关键功能部件的电主轴,无论是从产品品种、技术水平、可靠性和产业化程度等方面均与国外有差距,电主轴国产化率低,中产品主要依靠进口。对此,有关指出,如果不提高电主轴国产化率,一味依靠进口,不仅会浪费大量外汇,而且会制约国产数控机床的发展。
数控机床的“芯片”
传统机床主轴是通过传动装置带动主轴旋转而工作的,电主轴的主要特点是将电机置于主轴内部,通过驱动电源直接驱动主轴进行工作,实现了电机、主轴的一体化功能。
与传统机床主轴相比,电主轴具有明显的优势。由于主轴由内装式电机直接驱动,省去了皮带、齿轮、联轴节等中间变速和传动装置,具有结构简单紧凑、效率高、噪声低、振动小和精度高等特点。而且利用交流变频技术,电主轴可以在额定转速范围内实现无级变速,以适应机床工作时各种工况和负载变化的需要。
电主轴是将机床主轴与主轴电机融为一体的高新技术产品。电主轴实际是指电主轴系统,由电主轴、驱动控制器、编码器、润滑装置、冷却装置等组成。国产电主轴的价位从几万元到十几万元不等,电主轴技术水平的高低、性能的都直接决定和影响着数控机床整机的技术水平和性能,也制约着主机的发展。
因此,有认为,电主轴在数控机床中的作用类似电脑中的芯片,将电主轴称为数控机床的“芯片”。也有日本学者将包括电主轴在内的关键功能部件产业统称为“中场”产业,取足球“中场”寓意,表明其重要位置。
电主轴系统是数控机床三大高新技术之一(电主轴、数控系统、送给驱动)。
随着数控技术及切削刀具的飞跃发展,越来越多的机械制造装备都在不断向、高精、、高智能化发展,电主轴已成为能适宜上述高性能工况的数控机床功能部件之一,尤其是在多轴联动、多面体加工、并联机床、复合加工机床等诸多产品中,电主轴的优异特点是机械主轴单元不能的。
电主轴国产化任重而道远
与数控机床的长足发展相比,国产电主轴的发展明显滞后,已引起了业内以及相关部委的关注。
此前,记者曾参加了机床工具工业协会召开的“数控机床关键功能部件产品创新发展座谈会”。会上机床工具工业协会根据国内数控机床的需求,对到会各生产主导单位提出强化发展要求:到2010年用于数控机床的电主轴单元总产量达到1万台套。据到会各主轴生产主导单位估计,如发改委动用国债资金强化支持,到2010年可能扩产到6000台套,其余缺口尚需通过进口来解决。随着数控机床使用电主轴的比例的增加,数控机床用电主轴将成为电主轴总需求量的主体,从而磨用电主轴成为电主轴市场的主力军。
面对如此之大的电主轴需求市场,国产的电主轴生产却跟上去。原因何在?其实早在20世纪60年代,我国的轴承行业已经开始研究生产电主轴。目前国内电主轴的生产以洛阳轴研科技公司为,它生产的内孔磨削用电主轴已有40多年的历史。
我国大型数控铣、加工中心和数控车床实用型电主轴的开发始于1998年。迄今为止,洛阳轴研科技公司已能开发生产8大类,20个系列,200多种电主轴产品,功率从0.2kW~100kW,加工中心用电主轴大型的可达外径318毫米,扭矩200Nm,小型号外径80毫米,5万r/m。它开发的加工中心、铣床和车床用电主轴,已与国产机床和国产并联机床配套投入使用。
与此同时,北京机床研究所也相继开发出用日本FUNAC电机组装的20000r/m、24000r/m电主轴。北京机电研究院、上海机床厂等单位,利用德国REXROTH的电机组装成转速高于10000r/m的电主轴。北京机床厂和日本大隈合作也开发出转速高于10000r/m的电主轴。近期又有汉川机床厂,济宁博特丝杠制造有限公司等数家企业相继投入开发电主轴单元的行列。
虽然近年来国产电主轴的开发取得了很大的进步,但与国外产品相比较,国产的电主轴无论是性能、品种和质量都有较大差距,所以目前国产的高转速、数控机床和加工中心所用的电主轴,仍然主要从国外进口。
电主轴国产化难点何在?
对于电主轴生产是否存在技术瓶颈,有不少业内发表了各自看法。有在分析了电主轴技术后认为,电主轴的技术难度并不大。电主轴的确需要的是综合技术,但只要一家企业拥有了其中一种技术,可以生产电主轴这种产品。因为与其他技术相对应的产品,完全可以外购。比如轴承厂可以外购电机,而电机厂也可以外购轴承,这是一些国外电主轴生产厂家通用的做法。是世界的电主轴生产商也不具备全套技术,他们也同样外购产品或是技术。
洛阳轴研科技公司研究员级工程师徐同申认为,电主轴国产化率低指的是加工中心、数控铣床等用电主轴国产化率低,在常规磨用电主轴方面,几乎是国内产品一统天下。对一般主轴,技术门槛相对较低,国内技术实力较,在电主轴性价比方面占有优势,除非要求,国外产品很少。
对中、数控机床电主轴,国内起步太晚,也未引起、企业的足够的重视。等我们看清发展趋势时,国外已,并给国产技术发展设置障碍、卡“脖子”。如,国产控制系统不过关,要买国外控制系统买国外电机,不买国外电机,不开放数字量接口,只能是模拟量。国外对国内电主轴发展进行封锁,我们只能用模拟量与国外编码器对接,高难度动作国内电主轴做不出来。
在编码器方面,电主轴不用国内掌握技术的光学编码器,需要用磁性编码器。据了解,国内企业至今未开发出可实用的磁性编码器。国内企业只好用进口的,但无法与国外数控系统接口,只能实现模拟量控制,如刚性攻丝无法进行。因此,国内电主轴在使用上受到限制,难以推广。目前,洛阳轴研科技公司电主轴实际产品量尚未突破两位数。
在轴承方面,国产轴承可靠性与国外有差距,由于材料质量问题,引起轴承质量不稳定。国内电机设计技术偏保守,同功率时,国产电主轴体积大。
电主轴国产化需要支持
徐同申建议,应重视电主轴发展,加强研发投入。由机床工具协会组织,机床厂、数控系统厂家、电主轴制造企业、大学等联手攻关,加强电主轴关键技术研究。如加强、高刚度轴承研究、轴承润滑冷却方式研究、新一代驱动技术的研究,此外还要加快电主轴标准化工作。过去电主轴统一的标准,各厂家自行确定电主轴外形尺寸,造成无法互换、用户难以选型,影响电主轴批量生产。
要鼓励支持以厂家生产的高质量的电主轴取代各机床厂家自己生产的传统主轴,电主轴将会像直线导轨一样成为机床标准部件,使主轴单元成为一个有自主,可供用户使用选择、批量生产、稳定供货的部件。
河南省制造重点实验室主任李济顺博士指出,在数控机床的几大关键件中,电主轴是工作装置,是关键件之一。电主轴实际上是诸多学科、众多高新技术应用的综合体,它涉及机械、电子、控制等领域。过去国内研究不够,在、、大功率方面无法满足要求,成为真正的瓶颈。而驱动精度相对容易提高,机械系统精度达不到,再好的驱动精度也不行。他建议,应加大投入,重视电主轴基础技术研究。
苏州汇申机电科技有限公司总经理张劲松认为,国内电主轴用户的观念需更新。现在主要用户不认同国产品牌,一些用户、主机厂由于对国产电主轴质量可靠性不信任,指名选配国外产品,国产电主轴难以批量生产,制约了电主轴产业化发展。当然电主轴生产企业也应加大宣传力度,重视与用户沟通。他认为,还需解决好理论与实际的结合问题。如用软件算出来的刚性曲线如何利用。一些经验丰富的人不会用软件分析,搞软件的不知如何用这些分析结果。凭经验、摸索,对中低端电主轴尚可,系数取大,影响不大。在电主轴方面,速度、功率、刚度指标有可能在值位置,基础理论研究,想凭经验不行了。
此前一位业内人士指出,电主轴看似简单,实则不易。入门容易,搞精不易。如果仅仅是加工、装配,其他依靠外购外协,依靠低廉劳动力来获取利润,初期可能实现。但在电主轴的竞争力方面,无法与国外公司抗衡,简单的拿来主义,不掌握、关键技术,会受制于人,电主轴产业只能永远跟在别人后面。正是由于在轴承技术、加工技术、电机技术、驱动控制技术上与国外水平有差距,才影响了国产电主轴的市场竞争力。
此外还有建议,要加大对电主轴等功能部件的扶持力度,加大科技投入支持、加大技改资金支持、加大鼓励电主轴国产化的政策支持,让电主轴也数控机床主机享有的税收优惠支持。记者了解到,在数控机床重大专项中,发改委已经开始考虑电主轴等关键功能部件的发展问题。
2010 年将成风电市场
资源综合利用协会可再生能源委员会表示,2010年后,将成为世界上的风电市场和风能设备制造中心。正逢发风电的大好时机。按""规划,到2010年,我国风电装机容量将达到500万千瓦,2015年达到1000万千瓦,2020年达到3000万千瓦。风电市场将越来越大,成为世界的风电市场指日可待。
环球能源网获悉,风能发展潜力巨大。2005年,风机新增装机容量50.3万千瓦,比2004年增长254%,使得全国现有总装机容量达到126.6万千瓦,其中新疆在内地各省市区中所占份额多;位于15个省的62个风电场发电为15.3亿千瓦小时。将来我国除了、云南、新疆等"三边"地区5个省外,剩下26个省的风能资源有32亿千瓦装机容量可供开发。而内蒙古一地可供开发的风能资源占到了这26个省的一半,达14.6亿千瓦。
我国目前已经能够批量生产兆瓦级以下的风机,经过"十五"期间的发展,将在""期间形成对兆瓦级发电风机的批量生产。我国风电资源的评估工作仍在继续进行。根据评估,我国存有100万千瓦的大型风能可开发利用区域有12个。
机械塑料水泵耐腐蚀 氟塑料泵 耐碱化工泵 闽